How Aluminum Profiles Define Modern Engineering and Design
Look around any contemporary metropolis, and you are bound to witness a quiet revolution written in sleek lines, shimmering facades, and minimalist structural frameworks. For decades, traditional construction relied almost exclusively on heavy steel beams and dense masonry. However, as the demands for sustainable, agile, and high-performance materials skyrocketed, industrial engineering had to adapt. Enter aluminum profiles.
By passing raw metal billets through precisely machined dies, manufacturers can create complex, continuous cross-sections that balance lightweight characteristics with remarkable structural integrity. We’d like to provide a comprehensive, highly technical analysis of these extruded components, exploring their metallurgical properties, manufacturing mechanics, surface treatments, and diverse applications across the modern industrial landscape.

Aluminum Profiles: Why 6xxx Series Dominates
The performance of an aluminum profile begins not at the extrusion press, but in the foundry. While pure aluminum offers excellent corrosion resistance, its tensile strength is insufficient for load-bearing applications. The engineering world has therefore standardized on 6xxx series alloys (primarily 6060, 6063, and 6061) for extruded profiles.
- 6063 (Architectural grade): Optimized for an excellent surface finish after anodizing. Typical tensile strength: 185–240 MPa. Used for window frames, curtain walls, and railings.
- 6061 (Structural grade): Higher magnesium and silicon content, plus copper addition. Tensile strength reaches 290–310 MPa. Welds easily, machines well. Used for bridges, cranes, and truck frames.
The metallurgical magic lies in precipitation hardening. After extrusion, profiles are rapidly quenched (typically by water or forced air) to trap solute atoms in a supersaturated solid solution. Artificial aging at 160–200°C for 4–8 hours then precipitates Mg₂Si intermetallic particles, which block dislocation movement and triple the material’s yield strength compared to the annealed state.
The Extrusion Process: From Billet to Precision Cross-Section
Extrusion is a hot-forming process performed at 400–500°C. A pre-heated cylindrical billet is forced under pressures as high as 100,000 psi through a steel die. Two primary methods exist:
- Direct Extrusion: The billet is pushed forward against a stationary die. Simpler tooling, but creates a friction gradient (higher force required as the billet depletes).
- Indirect Extrusion: The die moves backward into a hollow billet. Friction is eliminated, reducing energy consumption by 25–30%, but tooling complexity increases.
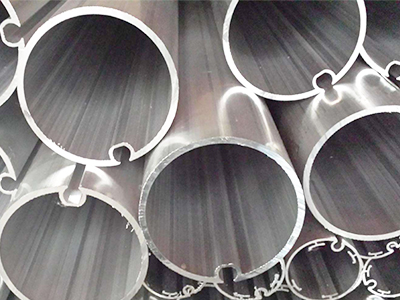
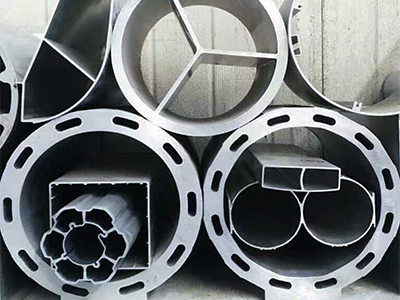
Critical to quality is the die design. Complex hollow profiles (e.g., tubing with internal chambers) require porthole dies—a bridge-and-mandrel system that splits, rejoins, and fuses the metal around a core. This creates seamless, multi-void shapes impossible to achieve with rolling or drawing.
After exiting the die, the profile passes through a run-out table equipped with a puller that maintains straightness. Air or water quenching follows, then a stretcher elongates the profile by 0.5–2% to relieve residual stresses and correct twist or bow.
Surface Treatments: Beyond Bare Metal
Raw extruded aluminum is reactive. Without protection, it forms a natural oxide layer (2–4 nm thick) that is passive but uneven. Engineering applications demand controlled, durable surfaces.
| Treatment | Thickness | Hardness (HV) | Primary Use | Key Property |
| Anodizing(Class I/II) | 5–25 µm | 200–400 | Architecture, consumer goods | Abrasion resistance, dyeable |
| Powder Coating | 60–120 µm | N/A (polymer) | Exterior facades, automotive | UV stability, color range |
| Electrophoretic Deposition (EPD) | 15–30 µm | 150–250 | Appliances, marine | Combined corrosion + gloss |
Anodizing is electrochemical: the profile becomes the anode in an acid bath (usually sulfuric). Oxygen ions react with Al to form Al₂O₃, a ceramic coating that is integral to the substrate—it cannot peel. For architectural applications, two-step electrolytic coloring (e.g., bronze, champagne, black) is common. Hard anodizing (Type III, 50+ µm) is used for hydraulic cylinders and wear surfaces.
Powder coating (polyester or polyurethane) is applied electrostatically and thermally cured. It offers superior UV resistance (no chalking after 10+ years) and is the default for solar panel frames and outdoor furniture.
Main Contents of HOONLY Standard Profiles
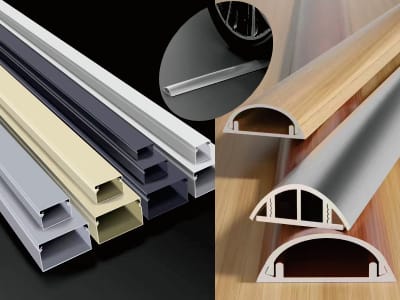
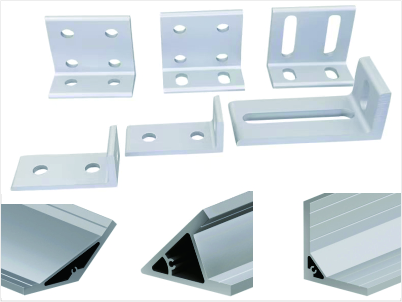
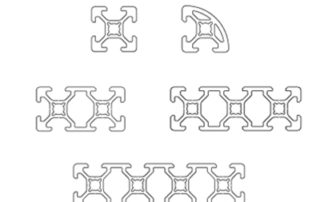
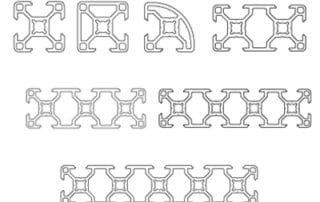
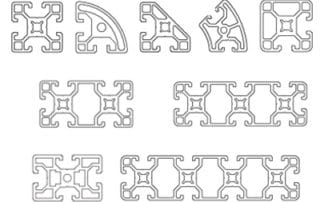
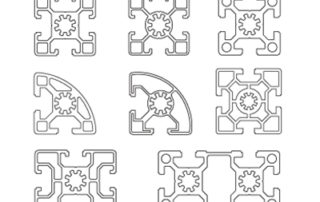
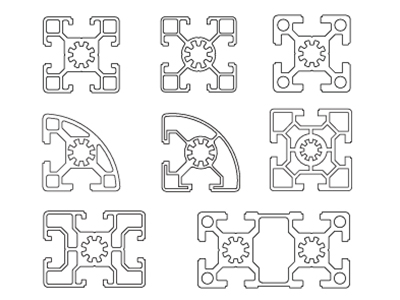
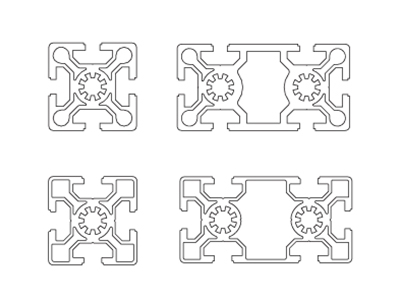
HOONLY standard profiles mainly consist of four categories: T-slot standard profiles and matching accessories, Aluminium Conduit & Trunking, Aluminium Angle & Corner Profile, and Seamless Aluminum Tube.

Introduction to Modern Aluminum Ceiling Systems
Over the past few decades, architectural paradigms have undergone a significant transformation. While traditional plaster and standard mineral fiber ceilings serve their basic purpose, they often struggle to meet the demanding needs of today’s commercial infrastructure. Modern architecture calls for a seamless blend of structural strength, fire resistance, accessibility, and visual clarity. This growing demand has fueled the evolution of suspended ceiling systems toward metal-based solutions—where aluminum stands out as the ideal choice for high-traffic environments such as airports, corporate headquarters, healthcare facilities, and beyond.
Why Aluminum? Core Material Advantages
Aluminum offers a superior strength-to-weight ratio that outperforms most traditional ceiling materials. Despite its lightweight nature, it delivers exceptional structural integrity—much like titanium in interior architecture. This low density significantly reduces the dead load on a building’s primary framework, enabling safer and more expansive ceiling spans.
Beyond structural efficiency, aluminum is naturally corrosion-resistant. Unlike ferrous metals, it will not rust when exposed to moisture, making it an ideal solution for humid environments, underground transit hubs, indoor pools, and coastal facilities.
Primary Types of Aluminum Ceiling Configurations


Technical Specifications and Material Engineering
Alloy Selection & Tempering
Premium 3000 or 5000 series aluminum alloys (AA3003, AA5005) with manganese or magnesium provide superior strength and formability. H14/H24 tempering prevents oil‑canning—buckling or warping—ensuring long‑lasting, flat ceiling panels.
Surface Finishes: Powder Coating vs. Anodizing vs. PVDF
The durability and visual appeal of an aluminum ceiling depend largely on its surface treatment.
- Electrostatic Powder Coating – A dry thermosetting powder is applied to chemically pre‑treated aluminum and then cured under high heat. This produces a dense, impact‑resistant finish available in thousands of colors, including wood‑grain sublimation patterns.
- Anodizing – An electrochemical process that thickens the natural oxide layer on the metal surface. Anodized aluminum offers a premium metallic sheen that never flakes or peels, delivering exceptional scratch resistance and a modern, industrial aesthetic.
- PVDF (Fluorocarbon coating) – A liquid coating system containing high‑grade resin pigments. Applied in multiple layers and thermally cured, PVDF forms a highly flexible, UV‑resistant film. It excels in outdoor and high‑humidity environments, retaining color and gloss for decades without chalking or fading. PVDF is the preferred choice for airports, stadiums, and other large‑scale public spaces requiring maximum weatherability.
Each finish serves different performance needs: powder coating for color variety and impact resistance, anodizing for scratch‑resistant metallic luster, and PVDF for long‑term exterior durability.
Frequently Asked Questions (FAQs)
Aluminum cabinets are especially suitable for kitchens, bathrooms, balconies, and any space where moisture or water is frequently present, because they are completely waterproof, mildew‑proof, and rust‑proof. They are also ideal for coastal areas with high salt content and for basements. In addition, their zero‑formaldehyde emission makes them a healthy choice for bedroom wardrobes.
Powder coating and sandblasting belong to surface treatment, equivalent of anodizing. (Different surface treatment, different price). However, like cutting, drilling and tapping, it belongs to basis free service.
1. Hoonly is a full-service provider. Our team has the design, engineering and fabrication experience to support all of your needs, such as Kits, Bulk Material, Custom End Machining Options, and Custom Extrusions.
2. The demands of today’s business require flexible, reliable service. Service is our primary strength:
# On-time delivery of the highest quality products and solutions in the industry.
# Unparalleled service and ongoing technical support.
# Our personal guarantee that you will have what you need, when you need it and how you need it.

Hoonly’s Basic Service covered Cutting, Drilling, and Tapping. All of these processes will be based on your request and will be free.
The core differences are:
- Eco‑friendliness – aluminum furniture contains zero formaldehyde because no glue‑based binders are used.
- Durability – aluminum furniture can last over 20 years, compared to 3–8 years for typical wooden furniture.
- Moisture resistance – aluminum is completely moisture‑ and insect‑proof, while wood is prone to swelling and decay.
- Maintenance – aluminum requires almost no upkeep, whereas wood needs periodic waxing and pest control.
Common issues include:
- Gaps – caused by improper installation or uneven framework. Ensure panels are fully seated and the framework is level.
- Loosening – due to incorrect installation sequence or substandard materials. Install correctly and use high‑quality framing.
- Deformation/sagging – often caused by moisture‑swollen wooden substructures or heavy fixtures hung directly on the frame. Replace wood with galvanized steel framing and make sure all heavy loads are independently supported.
- Water leakage/rust – usually from a damaged waterproof layer above. Repair the ceiling’s waterproofing.
-
- Understand the product parameters in detail according to the usage requirements. Such as specification, size, mechanical property, and morphological structure (product specification, size, and structure difficulty will directly affect the cost input of customization);
- According to the above understanding, technicians start to issue design drawings, as well as technical parameters;
- Both parties confirm the drawing and seal (Take this as the standard that examines profile dimension);
- Development of die (The dies are an important part of aluminum profile production, which determines the structural shape of the profile), detection of tool precision (The dies design precision control scope ±0.02 mm);
- According to the developed die, the sample is extruded and confirmed. After approval of the sample, the mass production can be carried out.
You can learn more Custom Aluminum Extrusion Process
Aluminum ceilings are modular and relatively quick to install. Key points: the supporting framework must be stable and perfectly level; panels must be tightly joined; and expansion gaps and access openings must be reserved. Important: Heavy items like large light fixtures, exhaust fans, and bathroom heaters must be fixed independently to the structural ceiling – never hung directly on the panels or the suspension system, otherwise deformation or even collapse may occur.
No. The standard thickness for residential aluminum panels is around 0.6 mm. Overly thick panels are often made from recycled aluminum with extra thickness to compensate for poor rigidity, which may actually affect the fitting precision. For home use, 0.6 mm is perfectly adequate. When choosing, pay more attention to the material quality (primary aluminum vs. recycled aluminum) and surface finishing (baked enamel is superior to film‑coated).
Yes, we do. It’s similar to OEM service:
- Step 1: Send us the authorization letter or using your brand name.
- Step 2: We will design the packing version Logo as per your request.
- Step 3. Confirmation of the version charge.
- Step 4. Provide the OEM service on all your products.
Aluminum doors need very little maintenance, but it is advisable to clean them every three to four months to prevent dirt buildup that could cause frame corrosion. Modern aluminum doors are designed to last 20–30 years. Routine cleaning with warm water, mild detergent, and a soft cloth keeps them in good condition.
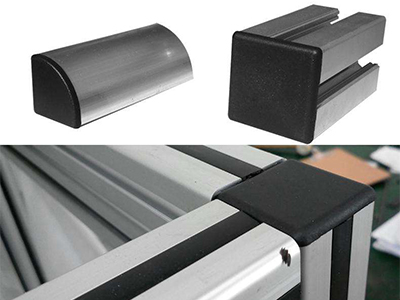
Hoonly T-slot Aluminium Profile & Accessory
Hoonly Aluminium Extrusion Profiles & Custom-Made
Hoonly is a professional manufacturer engaged in aluminium alloy extrusion from the beginning of the establishment in 2003, with the goal to provide you with the best solution.
Product range not only covers standard T-slot aluminium profiles & accessories but involves customization that extruded profiles according to client’s drawings or sent samples.
You can get them freely via email us at [email protected].
Sure, we can, the service process mainly includes 5 steps:
- Step 1: Please send us a detail drawing or physical sample.
- Step 2: Our engineer will make the mold/die design based on your drawing or sample.
- Step 3: Share your detailed quotation both mold/die and product.
- Step 4: Test our product for final confirmation.
- Step 5: Mass production after final confirmation.
Yes, firstly, our technical will share you the assembly drawing if it was a simple pass-through, but the frame or composition structure is complex such as equipment line involved in so many accessories, we will record the processing video and tell you what tools will be operated during assembling, then freely share you the video.
You can also log on our YouTube Homepage and watch the video.
Yes. However, outdoor installations require specific engineering considerations. The system must use exterior-grade powder coatings or anodized finishes to withstand UV radiation. Additionally, the suspension grid must be equipped with anti-wind uplift clips to counteract pressure differentials caused by high wind loads.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}